
-
加拿大ALUSION建筑裝飾專用泡沫鋁板
比利時PolyVision殺菌搪瓷鋼板
中國市場總代

-
全國服務熱線
18964509875
13917996526
18917698969
全國服務熱線
18964509875
13917996526
18917698969

日期:22-05-18 時間:05:13 來源: 益榮金屬
泡沫鋁的焊接-工藝方案
焊接過程中,爐腔的升溫速度會影響到焊件的內應小母材的品粒長大和釬料中低熔組元的蒸發等。升溫速度過快,導致焊件受熱不均勻,產生較大的變形和內應力:升溫速度太慢,母材晶粒長大嚴重,釬料中低熔點組元揮發多,致使釬料熔點上升。
實驗所用的試樣體積小,鋼板薄,因此選擇盡可能快的升溫速度。但是在接近釬焊溫度時,應逐漸降低升溫速度,避免升溫慣性造成溫度超過設定值。紅外測溫探頭本身也存在一定的系統誤差,測得的溫度可能是夾具的溫度而非焊件溫度。此外,真空環境下單一輻射形式的傳熱效率比較低,控制程序對爐內溫度的反饋調節作用會有遲滯。
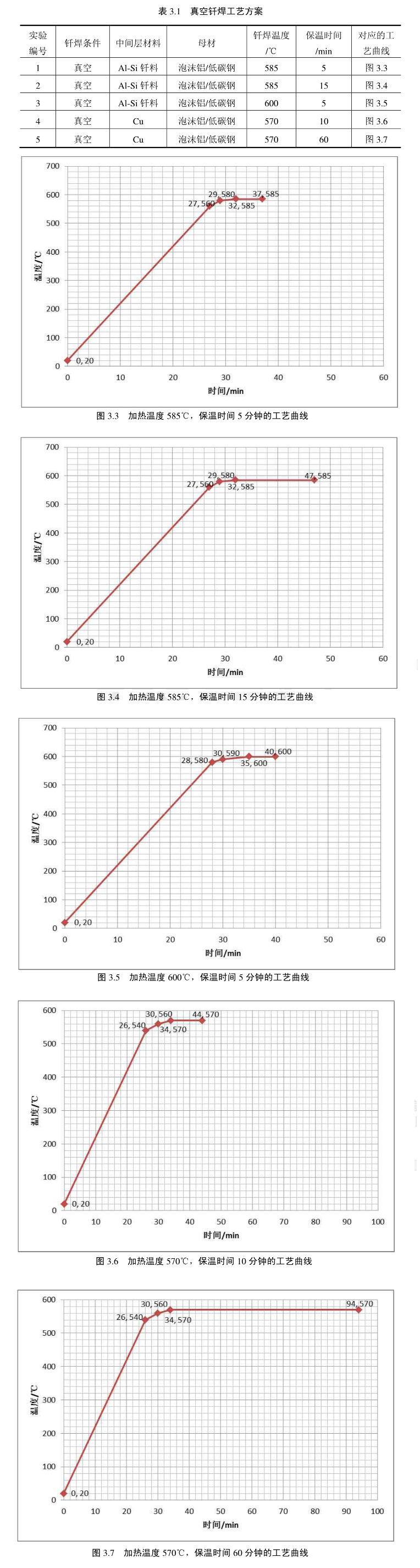
為了使實驗結果具有可比性,實驗采用單變量方式,即每次實驗只改變一個工藝參數。選定了釬焊材料、釬焊溫度和保溫時間,并綜合各種因素之間的相互影響后,確定的工藝方案見表3.1。圖3.3-圖3.7為相應的升溫曲線。
保溫階段結束后,焊件隨爐冷卻,由于冷卻的條件難以精確控制,制定冷卻曲線也無必要。因此不設計焊件冷卻曲線,而在實驗過程中記錄時間點和對應的溫度,繪制實際冷卻曲線。
上海益榮金屬材料有限公司
滬ICP備2021023942號-1
點擊此處復制微信: 18964509875
點擊此處復制微信: 13917996526
點擊此處復制微信: 18917698969
點擊此處撥打電話:18964509875
點擊此處撥打電話:13917996526
點擊此處撥打電話:18917698969



